

Полуавтоматический лазерный станок для резки тормозных дисков BD101 с тайваньским промышленным управляющим компьютером Advantech, фирменной платой ввода-вывода и платой управления движением, автоматическим удалением поверхностей и канавок тормозного диска
0086-18253885135
1: Объект обнаружения
Прыжок верхней поверхности пластины
Плоскостность верхней поверхности пластины
Толщина пластины
Нижнее биение диска
Ровность нижней поверхности пластины
Общая высота
Параллельная верхняя поверхность пластины
Разница в окружной толщине DTV
Параллельность нижней поверхности пластины
Радиальная разница толщины ДТВ

2: Основные конфигурации
2.1 Используемый прибор: высокоточный лазерный датчик для отбора проб, диапазон измерения ± 3,7 мм, линейный. Погрешность: ± 0,015 % от полной шкалы (фактическая точность тестирования достигает ± 0,94 мкм), сконфигурированная с промышленным управляющим компьютером Тайваня Advantech, фирменной платой ввода-вывода и платой управления движением.
2.2 Автоматическое удаление поверхностей и канавок тормозного диска
2.3 Настройте 1 комплект двухуровневых измерительных блоков для калибровки лазерных датчиков. При изменении характеристик измерения необходимо отрегулировать положение лазерного датчика и провести его повторную калибровку.
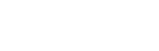
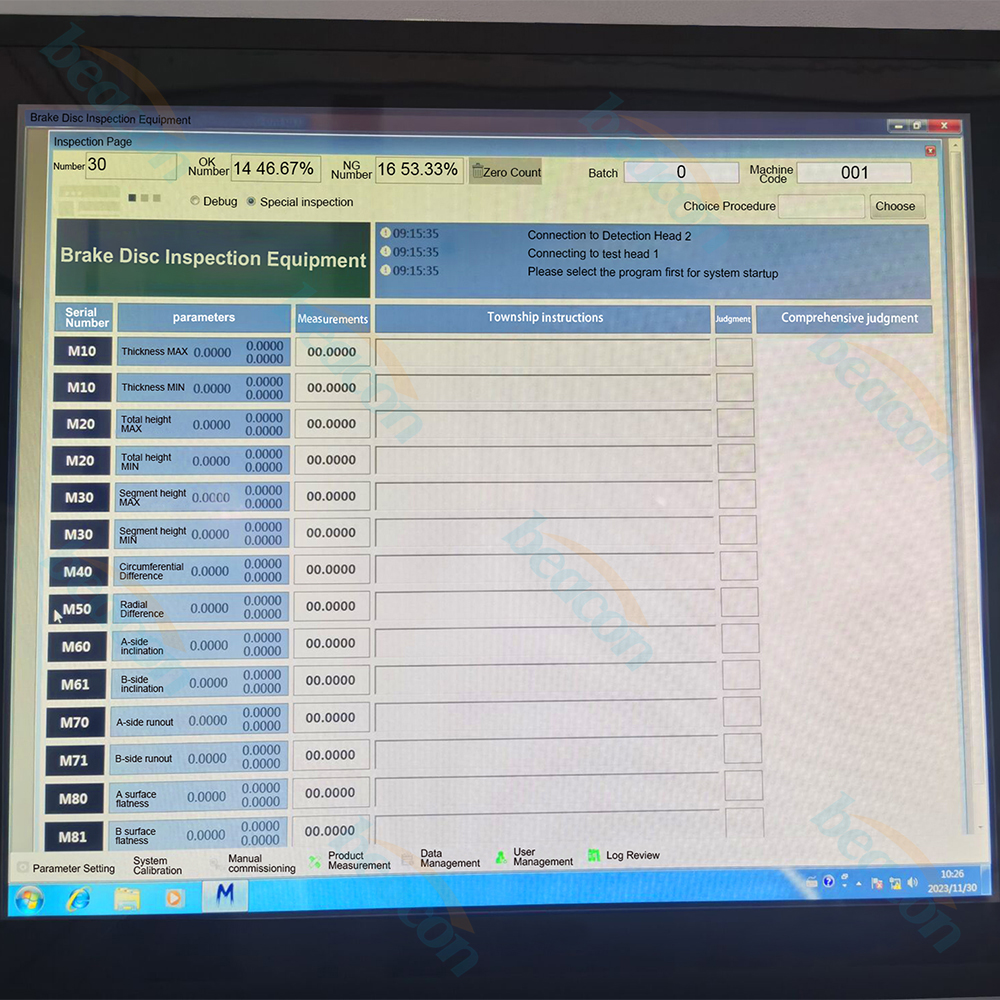
2.4 Механическая часть
В шпинделе используется высокоточный плавающий шпиндель с торцевым биением менее 0,001 мм. Горизонтальная ось определяется высокоточной линейной направляющей Japan THK.
Двухосное движение приводится в движение серводвигателем.
3: План измерения:
Заготовка установлена на шпинделе статического давления воздуха, а на верхней и нижней частях измерительного рычага установлен комплект лазерных датчиков перемещения. Датчики могут перемещаться радиально, а заготовка вращается непрерывно. Датчики непрерывно производят выборку на разных окружностях, а система автоматически удаляет канавочную часть прерывистой поверхности для оценки измеренных параметров.
Быстро переключайте характеристики продукта, вручную регулируя высоту датчика путем замены позиционирующего стола и центрирующего вала.
Толщина заготовки 1,5-10 мм, общая высота заготовки менее 35 мм, область измерения φ 100 ~ φ 340 мм, вес заготовки менее 12 кг.

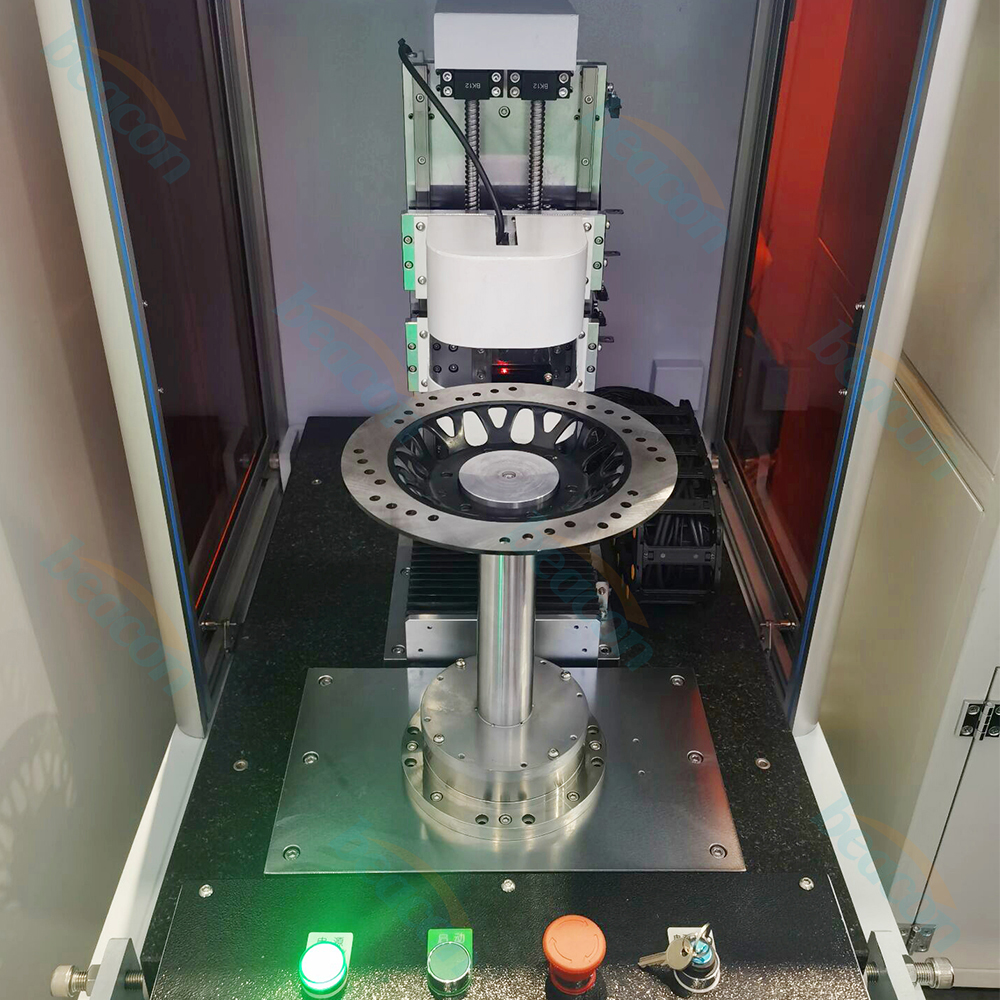
4: Функции измерения
4,5 Размер оборудования (длина * ширина * высота) составляет примерно 0,8м * 1м * 2,1м.
4.1 Измерение двухнедельного ритма менее 10 секунд на штуку
4.2 Точность повторяющихся измерений: размер толщины поверхности диска составляет ± 0,0015 мм, разница в толщине по окружности ± 0,0015 мм, другие геометрические допуски ± 0,003 мм.
4.3 Программное обеспечение устройства имеет функцию автоматического сохранения и может автоматически рассчитывать уровень дефектов и составной коэффициент, коэффициент сетки и аналогичные данные.
4.4 Основа для оценки: перед использованием оборудование калибруется с использованием стандартных деталей, а точность процесса сравнивается с результатами ручного тестирования.
 English
English Русский
Русский Español
Español